シルバーアクセサリー作成手順
アクセサリー製作には様々な方法・行程がありますが、今回はシルバーアクセ製作で良く使用する「ロストワックス〔キャスト(精密鋳造)〕製法」に関して紹介します。
製作の方法、行程はデザイナー・作家によって様々なので、ここに載せているのはあくまでもBOB流の方法です。参考程度にご覧下さい。
1.原型制作
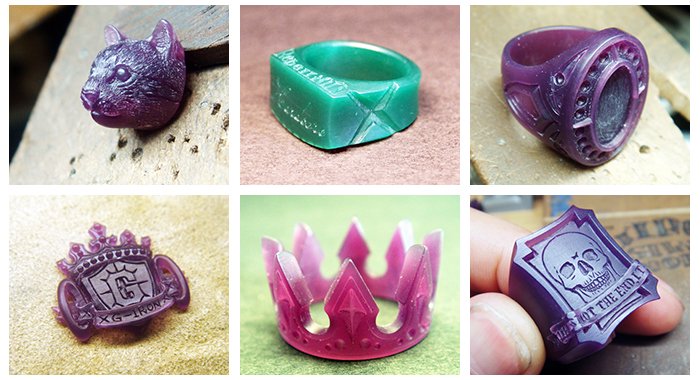
ワックスを削り、原型を作る
 まずはワックスと呼ばれるロウ(↑写真参照)を使用して「ワックス原型(シルバーアクセサリーなどを作成するにあたって、一番大元となる型)」を作り出していきます。
まずはワックスと呼ばれるロウ(↑写真参照)を使用して「ワックス原型(シルバーアクセサリーなどを作成するにあたって、一番大元となる型)」を作り出していきます。
原型の仕上がりがその後の作業を大きく左右し、作品の善し悪しが決まると いっても過言ではない大事な作業です。
 リングの場合は内側のサイズをリーマーと呼ばれる工具で指の太さまで広げていきます。 キャスト時の縮みを考慮して仕上がりのサイズよりも0.5〜1号程度大きめに製作しておきます。
リングの場合は内側のサイズをリーマーと呼ばれる工具で指の太さまで広げていきます。 キャスト時の縮みを考慮して仕上がりのサイズよりも0.5〜1号程度大きめに製作しておきます。
ワックスは基本の状態は大きな塊やただのパイプ状でしかないので、糸ノコ等で大まかなサイズを切り出します。
スパチュラ(歯医者でよく見る金属の棒)や、細かな刃物等を使用し、削り出して形を成形していきます。
もちろん回転工具(リューター,ドリル等)も使用します。
またワックスは熱で溶けるので、
別々に作ったパーツをくっ付けたり、足りない部分に盛る事も可能です。
要は,色々な道具を使用してデザイン・イメージ通りに作れれば良い訳です(笑)
形がデザイン・イメージ通りに出来上がったら、サンドペーパー(紙ヤスリ) で磨きます。
(場合によって#150〜#1000程度を使い分けます)
ペーパーで磨いた後、ストッキングの切れ端で軽く磨いて艶を出し、隙間や溝に詰まった ワックスの粉を綺麗に落とせば、原型の完成になります。(作品のデザインによってサンドペーパーを使わない場合や磨かずに仕上げる場合もあります)
シルバーの厚み
1つの作品の中で厚みに差がありすぎると、キャスト工程で空気が入り込み、「ス」と呼ばれる小さな気泡等が出来やすくなります。
大幅な厚みの差は作品の出来に影響しやすいので、作品の厚みは出来るだけ均一にします。リング等で分厚い部分が裏抜きされているのはこの為です(重量調整の面ももちろんあります)
シルバーは鋳造すると多少縮むので、完成のサイズが決まっている場合はその点を考慮して原型を一回り大きめに制作します。
(アイテムによっても違いますが、リングの場合一号程度見ておきます)
WAX原型GALLERY
2.型鋳造(キャスト)
石膏で作られた鋳型に溶けた金属を流し込む
出来上がったワックス原型に棒状のワックスをくっ付けます。 (「湯道(ゆみち)」と呼ばれる銀を流し込む為の通路となる部分になります)
湯道はアイテムの形状や大きさ、金属の流れやすさ、空気の逃げやすさ等を考慮して取り付けます。太さも形状それぞれです。
湯道を付けたワックス原型の周りを金属の筒で囲み、原型の回りに石膏を流し込んで固めます(埋没)。
石膏は真空脱泡機等を仕様して出来る限り泡(空気)を抜きます。
石膏が固まったら焼成(焼き固め)します。焼成はアイテムの大きさや形状、湯道の取り付け方などを考慮して、焼成時間や温度を調整します。
、ワックスはその名の通り「ロウ」なので、 焼成する際に全て流れ出て、蒸発してしまいます。
つまり、焼成が完了した時点で、 石膏の中にワックス原型と同じ形の空洞が出来上がる、という訳です。 鋳型(いがた)の完成です。
鋳型に溶かした地金(湯、溶湯等といいます)を流し込みます。
鋳造が完了した鋳型を水に入れ、石膏を溶かしたらシルバーになった作品が出てきます。
この時点では表面は真っ黒なので、酸洗いやバレル(機械磨き)等で銀本来の表面まで出して、鋳造の完了となります。
※この行程は専門知識、工具が必要です。個人で鋳造を希望される方は町のキャスト屋さん等に依頼して下さい。
鋳造の製法に関して
基本的にはシルバーアクセのキャスト(鋳造)とはロストワックス製法の事を言います。(正確にはそのほかの方法もあります)
キャスト(鋳造)とは型の中に溶かした金属を流し込む製法全般の事をさすので、 「鋳造」の中にロストワックスという製法がある、という事になります。
仏像や工業製品等、色々な製法がありますので、ご自身でキャストをされる際、 また鋳造業者選びの際にはご注意下さい。
3.調整(キズ取り、ロウ付け)
アクセサリーの仕上がりを左右する重要段階
鋳造の完了した作品の湯道を切り取り、切断部分を鉄工ヤスリ等で削り、湯道を除去します。
湯道除去後、目の細かいヤスリで表面の大きな傷を消していきます。その後サンドペーパーで磨きます。 (場合によって#150〜#2000 程度を使い分けます)
ヤスリにも様々な種類があり、場所によってサイズや形(平、半丸、丸、笹葉、等)、 傷の大きさはヤスリの荒さによって使い分けます。
基本的には荒目→中目→細目→油目とヤスリを細かくしていき、最終的に傷を消していきます。 ヤスリがけの後に水をしみ込ませた木炭で擦り、さらに傷を細かくする「炭研ぎ」という作業をする場合もあります。
 作品によっては(例:ブレスレットやウォレットチェーン、ペンダントトップのバチカン等)2つ以上のパーツに分かれている場合がありますが、 この場合は「ロウ付け」という技法を使用します。ロウ付けとは、簡単に言うと溶接のことです。「ロウ(ワックスとは違う)」と呼ばれる素材を用いてアイテム同士を溶接するため、「ロウ付け」と呼ばれます。
作品によっては(例:ブレスレットやウォレットチェーン、ペンダントトップのバチカン等)2つ以上のパーツに分かれている場合がありますが、 この場合は「ロウ付け」という技法を使用します。ロウ付けとは、簡単に言うと溶接のことです。「ロウ(ワックスとは違う)」と呼ばれる素材を用いてアイテム同士を溶接するため、「ロウ付け」と呼ばれます。
ロウ付けしたい部分の汚れを落とし(フラックスと呼ばれる酸化防止剤を使用します)、アイテムをバーナーで温めます。
温めつつ接合したい部分にロウをセッティングし、ロウが溶けるまで温めます。
ロウは接合したいアイテムよりも溶けやすい素材で出来ているので、本体が溶ける前にロウが溶け、本体同士を付ける、という訳です。
へらがけ
サンドペーパーで磨き終わった後、へらがけという作業をします。
へらという金属の棒で表面を強く擦る事により、細かな傷をつぶして光らせ、地金を締めて固くする効果があります。
ロウとは?
「ロウ」とはロウ付け(溶接)の際に使用する、「溶接したい地金よりも融点の低い」素材で、金の場合は「金ロウ」、銀の場合は「銀ロウ」というように、使用する素材にそれぞれあったロウが存在しています。銀ロウについて
銀と亜鉛などの合金の事で、成分の割合によって 2分、3分、5分、7分、9分ロウ等に分かれます。早ロウといった特殊なものもあります。
これらの違いは、「溶ける温度」や「色」で、数字の少ない順から融点(溶ける温度)が高く、亜鉛の割合が少ない為色も銀に近いです。
なぜ複数の種類があるのかというと、作品によっては複数のロウ付けが必要なものもあり、同じ融点のロウのみだと、2カ所目をロウ付けしている時に1カ所目が溶けて外れてしまうというトラブルが起こってしまう為、融点の違うロウを使い分け、 対処する為です。
4.磨き・最終段階
燻し

ヘラがけが終わったら作品によっては燻し(いぶし)をほどこし最終磨きに 移ります。
燻しとは、シルバーアクセでよく見る溝や段差を黒くする行程で、 スカルの目の中が黒いのもこの為です。
銀は硫黄で黒くなる性質があります。これを利用したものが燻しです。
市販の燻し液や六一〇ハップ(画像参考・現在製造終了)という入浴剤をお湯に溶かし、しばらく浸ける事で作品の表面に硫化銀を付着させ、黒くします。(温泉に入ると硫黄の成分で燻されてシルバーが黒くなるのでご注意を)
最近は「銀黒」という、塗った部分を即座に燻す事が出来る手軽な燻し液もあります。
銀黒はゴールドやプラチナも燻すことが出来るので、様々な場面で重宝します。

 燻し後の状態。全体が黒くなっているので、必要な部分のみを残し他の部分を剥がしつつ磨きます。
燻し後の状態。全体が黒くなっているので、必要な部分のみを残し他の部分を剥がしつつ磨きます。
 リューターポイント等で不必要な燻しを剥がしていきます。
リューターポイント等で不必要な燻しを剥がしていきます。
写真はシリコンポイント。(バフ直前の一番細かなポイントです)
最終磨き

最終磨きでは、バフがけを行います。
コンパウンド(磨き粉)を付けたバフ布と呼ばれる布をバッファー(バフマシーン)という機械で回し、作品を押し当てて磨いていきます。
磨き終わったらコンパウンドの汚れを落として、作品の完成になります。
バフ布やコンパウンドにも様々な種類があり、作品の素材や形状、傷の大きさ等によって使い分けをします。
5.ゴム型で量産(ラインナップ・複製用)
ゴム型を作って作品の量産
1つの作品が完成したら、同じ作品を量産する為に「ゴム型」と呼ばれるワックス(前記のワックスよりも溶けやすいもの)を流し込む為の型を作ります。
ゴム型の作り方は作品の周りを特殊なゴム(シリコンゴム)で囲い、加熱する事でゴムを硬化させます。
固まったゴム型に切り込みを入れ、作品を取り出せばゴム型の完成です。
ゴム型には作品と同じ形の空洞が出来るので、そこに溶かしたワックスを流し入れ、 冷まして固めると1.で作った様な原型が出来ます。 そうして出来たワックス原型で1. 2.の作業を繰り返す事により、ラインナップの量産、複製が可能になるのです。
溶けやすいワックスをインジェクションワックスといい、ゴム型に流すだけで無く、溶かして原型に盛ったりして使用する事もあります。
ゴム型から出来たワックス原型に手を加える事も出来るので、色々なバージョンを作り出す事が可能です。
ゴム型を取ると出来上がる作品のサイズが多少縮むので、サイズを考えて原型を作ると良いです。
 ゴム型も色々な種類があります。硬さや癖が違うので使い分けも大事です。
ゴム型も色々な種類があります。硬さや癖が違うので使い分けも大事です。
また、熱を加えずに化学変化で硬化させる「液ゴム」を使用したゴム型もあります。
 ゴム型は数個に分割することも可能なので、入り組んだ形も作ることができます。
ゴム型は数個に分割することも可能なので、入り組んだ形も作ることができます。